Установка головки блока цилиндров

 (Нет пока рейтинга! Проголосуйте, пожалуйста...)
(Нет пока рейтинга! Проголосуйте, пожалуйста...)Заказывая уплотнительную прокладку под головку блока, следует правильно указывать индентификационные данные двигателя, чтобы приобрести прокладку, предназначенную именно для дизельного двигателя либо дизельного двигателя с турбонаддувом. Более того, прокладку особой конструкции имеют двигатели с гидравлическими толкателями, она снабжена отверстием диаметром 16 мм между окнами 1-го и 2-го цилиндра. Изготавливаются прокладки под головку блока различной толщины, которая зависит от высоты, на которую поршни выступают над верхней привалочной плоскостью блока цилиндров. Для определения толщины прокладки необходимо один из поршней установить в ВМТ, а затем линейкой и глубиномером измерить высоту выступания поршня над верхней привалочной плоскостью блока цилиндров (рис. 195). На основе полученного результата и приведенной ниже зависимости определяется толщина прокладки, обозначенная количеством рисок на выступе прокладки (рис. 196). Верхняя черная стрелка указывает место, где выбивается номер по каталогу для заказа прокладки.
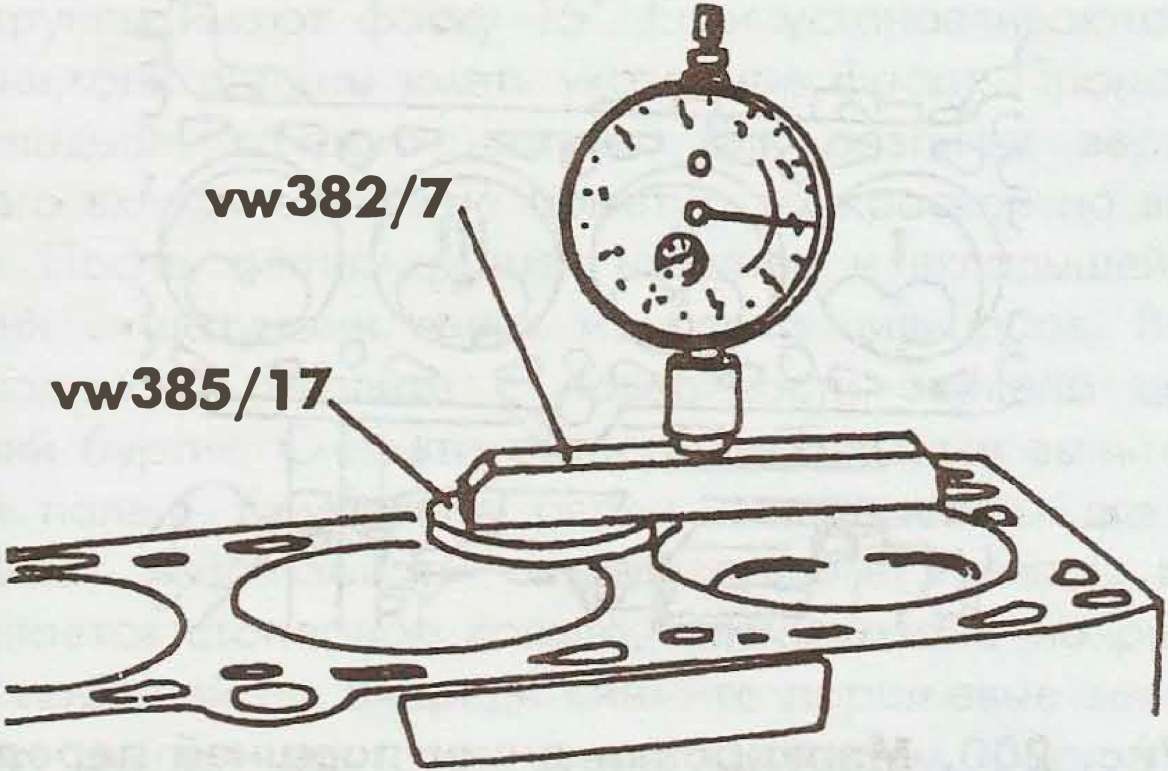
Рис. 195. Измерение высоты выступания поршня в блоке цилиндров с целью определения толщины прокладки под головку
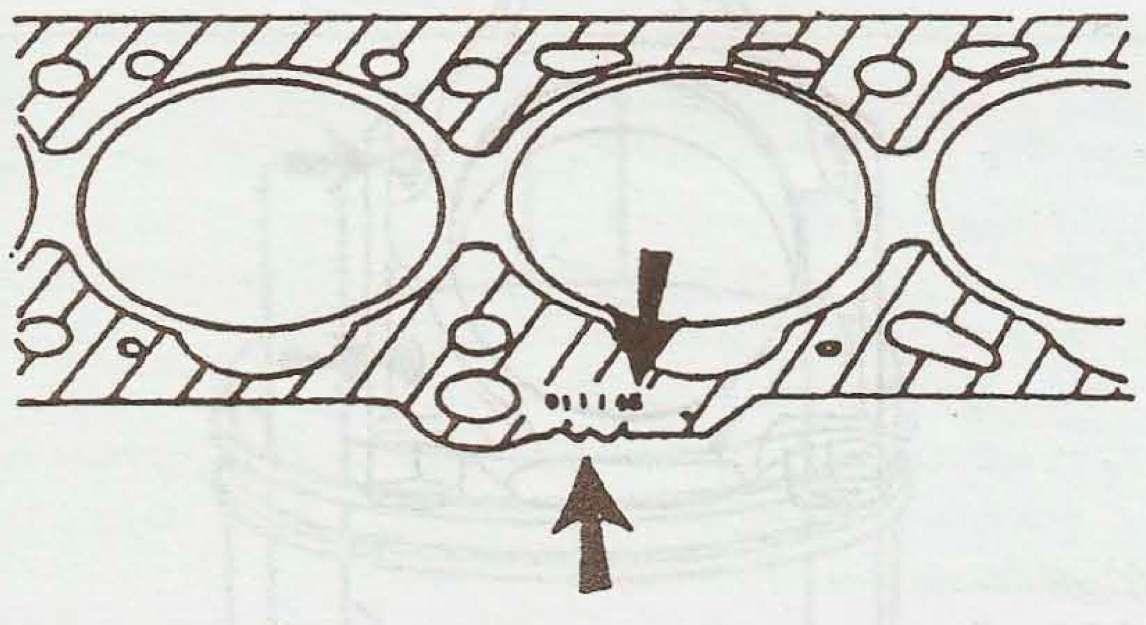
Рис. 196. Прокладка головки блока цилиндров:
Нижняя стрелка указывает зубцы, верхняя — номер по каталогу
Данные для двигателя без гидравлических толкателей:
|
высота выступания |
|
|
0,67-0,80 мм |
1 |
|
0,81-0,90 мм |
2 |
|
0,91-1,02 мм |
3 |
Данные для двигателя с гидравлическими толкателями клапанов:
|
высота выступания |
число рисок |
|
0,66-0,86 мм |
1 |
|
0,87-0,90 мм |
2 |
|
0,91-1,02 мм |
3 |
Для правильной установки головки блока необходимо использовать специальные установочные штифты, которые вворачиваются в блок цилиндров со стороны впускного коллектора в зоне, указанной на рис. 197, для чего:
— Очистите привалочные плоскости головки и блока цилиндров.
— Установите прокладку.
— Насадите головку на установочные штифты и обстучите головку резиновым молотком.
— Вверните болты головки (болты должны быть всегда новые).
— Удалите оба установочных штифта при помощи специального приспособления. На место штифтов вверните оставшиеся болты.
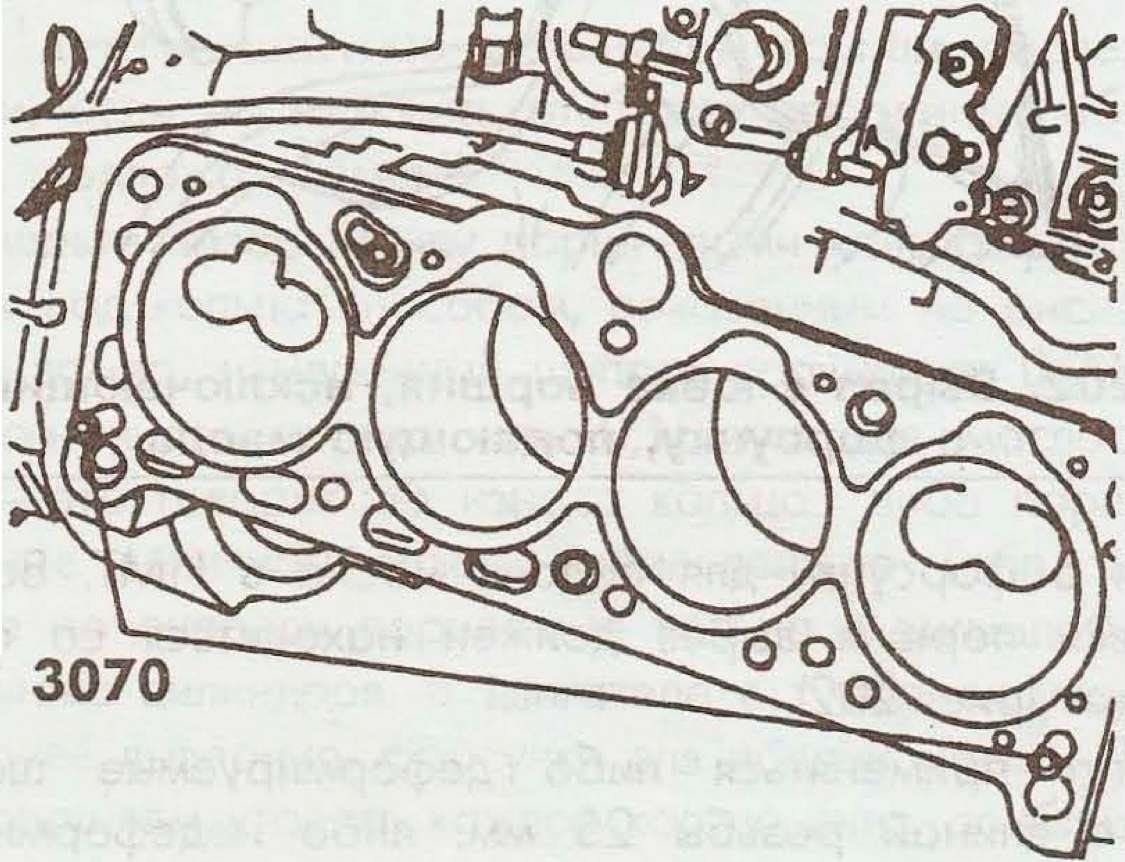
Рис. 197. Использование установочных штифтов для установки головки блока
Болты затягивайте постепенно, в очередности, показанной на рис. 198. Напоминаем, что для этого следует использовать многогранный торцевой ключ (типа Тогх) на 12 мм. Момент затяжки на первом этапе затяжки составляет 40 Нм.
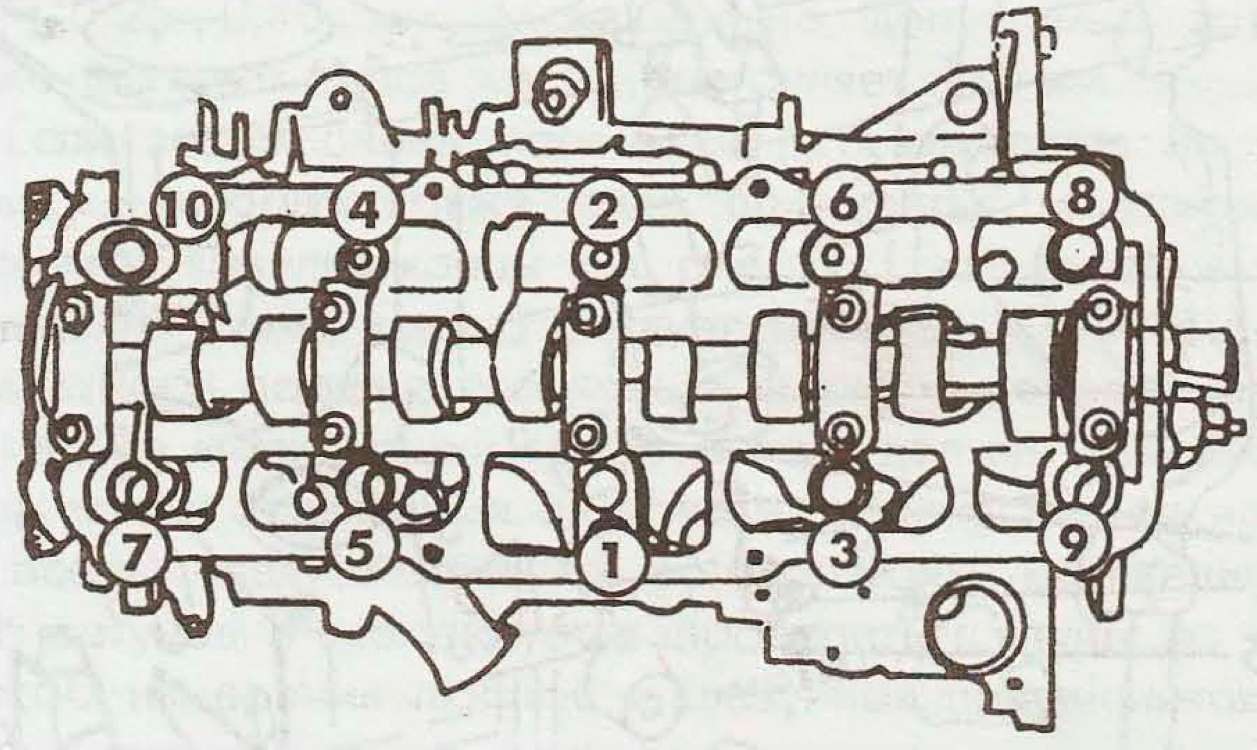
Рис. 198. Очередность затяжки болтов головки блока цилиндров
Все болты затяните в указанной последовательности моментом в 60 Нм (второй этап затяжки).
Смените динамометрический ключ на обычный и в указанной очередности доверните каждый болт точно на пол-оборота. Возможна затяжка дважды по четверти оборота (2×90°).
Запустите двигатель и дайте ему прогреться. Доверните болты в указанной очередности точно на 1/4 оборота плавным непрерывным движением.
После пробега около 1000 км болты следует в указанном порядке дотянуть плавным непрерывным движением еще на 1/4 оборота. Двигатель может быть при этом холодным либо теплым.
Все остальные действия производятся в порядке, обратном разборке.
Метки: блок, блок цилиндров, болт, ВМТ, впуск, выступ, двигатель, движение, дизель, затяжка, клапан, момент, мост, отверстие, пуск, турбо, уплотнитель, цилиндр