Направляющие втулки клапанов

 (Нет пока рейтинга! Проголосуйте, пожалуйста...)
(Нет пока рейтинга! Проголосуйте, пожалуйста...)Очистите направляющие втулки клапанов тряпкой, смоченной в бензине или ацетоне. После очистки вставьте в отверстия соответствующий клапан.
К привалочной плоскости головки блока прикрепите индикатор специальным зажимом (рис. 46). Выдвиньте клапан из втулки настолько, чтобы конец стержня клапана скрылся в отверстии втулки.
Покачивая клапан в направлении, перпендикулярном оси стержня клапана, снимите показания датчика. Если они превышают 1,0 мм для впускных клапанов и 1,3 мм для выпускных клапанов, втулки необходимо заменить.
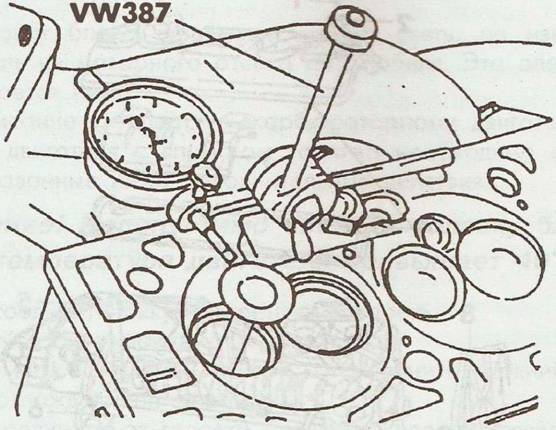
Рис. 46. Проверка зазора стержня клапана во втулке с помощью индикатора
Перед заменой втулок следует оценить общее состояние головки блока. Головка с небольшими трещинами между седлами клапанов (рис. 47) или между седлом клапана и первым витком резьбы в отверстии под свечу может быть использована снова либо подвергнута шлифовке, если трещины не шире 0,5 мм. Размер «А» после ремонтного шлифования (рис. 48) не может быть меньше 135,6 мм.
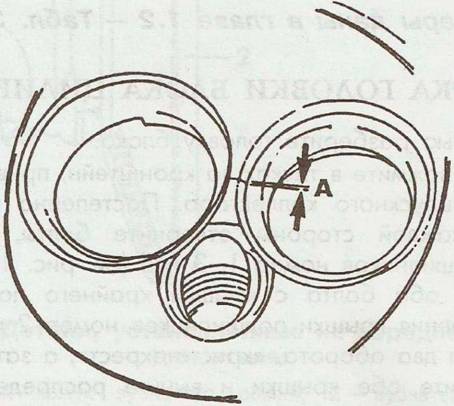
Рис. 47. Трещины между гнездами клапановне должны быть шире 0,5 мм
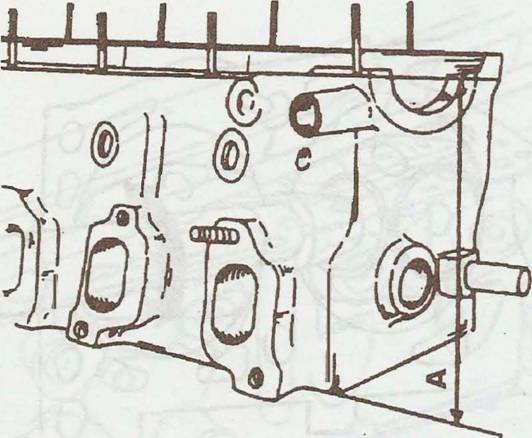
Рис. 48. Место замера высоты «А» головки блока цилиндров
Внимание! Если втулка клапана была заменена, то седла клапанов должны быть обработаныфрезер ованием.
Перед выпрессовкой направляющей втулки из головки блока посмотрите, есть ли на ее конце опорный фланец (см. стрелку на рис. 45). Втулка с фланцем выдавливается со стороны камеры сгорания, а без фланца — со стороны распределительного вала. Старая направляющая втулка выпрессовывается при помощи стержня подходящего диаметра. Чтобы облегчить работу, можно нагреть головку. Стержень должен заканчиваться более тонким хвостовиком, который вводится в отверстие втулки.
Одновременно с заменой направляющих втулок следует также заменить клапаны. Седла клапанов необходимо перешлифовать.
Новые втулки обильно смажьте маслом и запрессуйте в холодную головку со стороны распределительного вала, пока опорный фланец не сравняется с привалочной плоскостью головки блока. Далее запрессовывать нельзя, так как можно срезать фланец.
После запрессовки следует развернуть отверстия втулок при помощи специальной развертки «10-215» (рис. 49). Отверстия втулок под впускные и выпускные клапаны должны быть развернуты в размер 8,0 мм. В этом случае между втулкой и клапаном будет выдержан нормированный зазор.
Очистите направляющие втулки клапанов тряпкой, смоченной в бензине или ацетоне. После очистки вставьте в отверстия соответствующий клапан.
К привалочной плоскости головки блока прикрепите индикатор
Метки: бензин, блок, впуск, втулка, выпуск, датчик, езда, зажим, зазор, индикатор, клапан, отверстие, пуск, распределитель, ремонт, трещина, фланец, цилиндр